Copyright © Shenzhen Pengyuhua Technology Co., Ltd. All Rights Reserved. Site Map
- +86-13603064867
- szpengyufeng@163.com
- 101, Building B, No. 16 Xinghua South Road, Pingxi Community, Pingdi Street, Longgang District, Shenzhen City, Guangdong Province


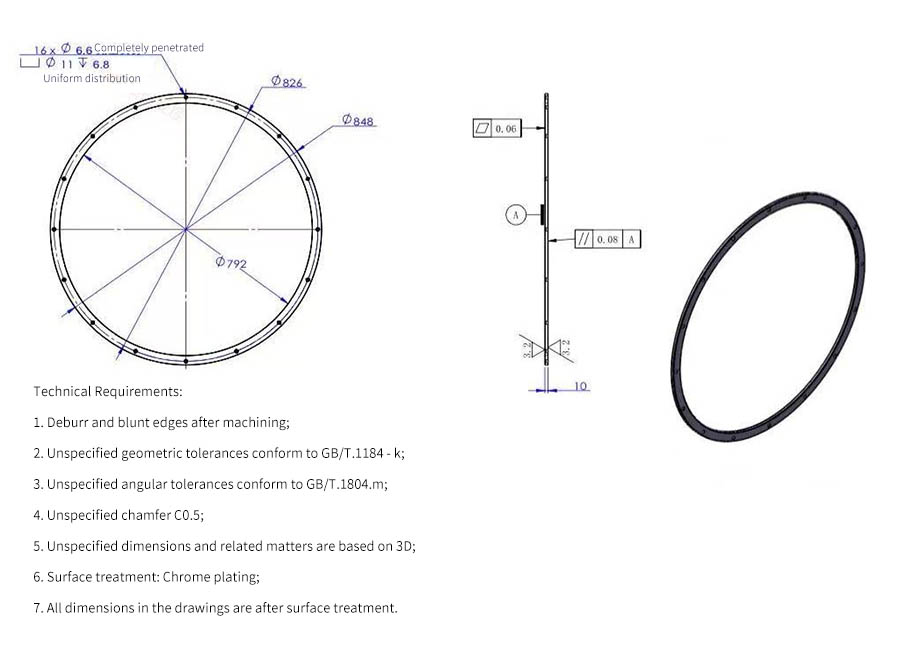
Customer Requirements | Strictly follow the drawings for processing to ensure positional tolerances. |
Processing difficulties | The workpiece is large, hollowed out in the middle, and deformed during processing. |
Solution | Making slider fixtures |
Material Name | No. 45 concentrate |
Cutting dimensions | 848*848*10.3 |
Surface materials | Chrome plating |
Processing flow | 1. CNC machine the inner and outer circles and holes according to the drawing. |
2. Heat treatment to relieve stress and correct alignment | |
3. Fabricate the fixture: base plate 1200*1200*20mm, with 4 R424 sliders on the front, back, left, and right sides. | |
4. Grind the base plate of the tooling on a grinding machine, then install the slide block, and finally place the workpiece on top, using the slide block to hold it in place. | |
5. Grind the material on a grinding machine by rotating it forward and backward three times until it reaches the thickness required by the drawing. | |
6. Three-dimensional detection | |
Test results | Flatness 0.03, parallelism 0.04, acceptable. |
Customer Conclusion | After inspection by our quality control colleagues, the workpiece is found to be qualified according to the drawing requirements. |